
فرایندهای عملیات حرارتی برای دستیابی به خواص مطلوب در فلزات مختلف و مناسب کردن آنها برای کاربردهای گوناگون بسیار حیاتی هستند. از طریق عملیات حرارتی، بسیاری از خواص مکانیکی میتوانند بدون تغییر در ترکیب شیمیایی فلز تغییر کنند.
فرایندهای متعددی در عملیات حرارتی وجود دارد. یکی از پرکاربردترین این فرایندها، فرایند آبدهی (quenching) است. بیایید در مورد آن صحبت کنیم.
کوئنچینگ یا آبدهی چیست؟
آبدهی یک فرآیند سرد کردن سریع است که با کنترل نرخ سرد شدن، خواص خاصی از مواد را تغییر میدهد. ماده تا بالاتر از دمای تبلور مجدد اما زیر نقطه ذوب حرارت داده میشود تا بازسازی دانهها امکانپذیر شود و سپس به طور کنترلشده تا دمای معینی سرد میشود.
دمای مورد نیاز برای سختکاری کوئنچینگ در فولادهای کربنی میتواند از نمودار فازی آهن-کربن تعیین شود. برای فولادهای هیپو یوتکتیک (0.2...0.8% کربن) این دما 30-50 درجه سانتیگراد بالاتر از Ac3 و برای فولادهای هایپریوتکتیک (کربن بیش از 0.8%)، 30-50 درجه سانتیگراد بالاتر از Ac1 است.
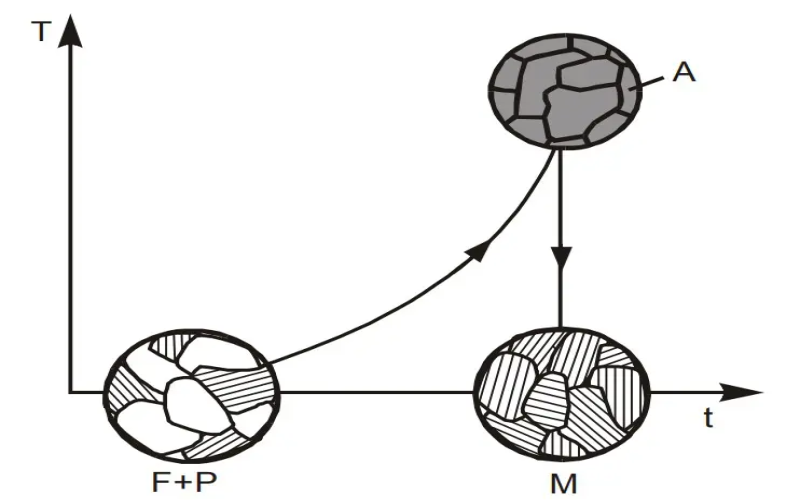
هدف از آبدهی تبدیل فاز آستنیتی به مارتنزیت است که یک فاز بسیار سخت در فولاد است. برای دستیابی به این هدف، ماده در معرض یک محیط سردکننده قرار میگیرد و زمان سرد شدن کاهش مییابد.
هنگام حرارت دادن فولادهای هایپریوتکتیک به بالای Ac1 و نه Ac3، مقداری فریت در ساختار باقی میماند که سختی را کاهش میدهد. برای فولادهای هیپراوتکتیک، بهینه است که فولاد به دمایی بین محدوده فازی Ac1 و Acm گرم شود تا سیمانیت ثانویه در کنار مارتنزیت در ساختار باقی بماند. در صورتی که از Acm فراتر برویم، خطر تشکیل ساختار دانه درشت پس از آبدهی وجود دارد که باعث شکننده شدن فولاد میشود.
به طور کلی، فرآیند آبدهی منجر به افزایش سختی و کاهش شکلپذیری ماده میشود. اما شکنندگی نیز افزایش مییابد و برای جلوگیری از عوارض جانبی ناخواسته مانند ترکخوردگی و تغییر شکل، انتخاب نرخ سرد شدن مناسب ضروری است.
فرآیندهای آبدهی و بازپخت اغلب به صورت متوالی استفاده میشوند تا بخشی از شکلپذیری از دست رفته را بازیابی کرده و سختی را به سطوح مناسبی کاهش دهند. بازپخت همچنین شکنندگی را کاهش میدهد. آنیلینگ نیز گاهی برای کاهش سختی فولاد آبداده شده انجام میشود.
چه زمانی از آبدهی استفاده می شود؟
آبدهی زمانی استفاده میشود که افزایش سختی مورد نیاز باشد. بسیاری از کاربردها مانند ساخت و ساز، معدن، ماشینآلات سنگین، نظامی و غیره به فلزاتی با سطح سخت نیاز دارند که بتوانند در برابر سایش، خراش و ضربهها مقاومت کنند. افزایش سختی ناشی از آبدهی قادر به فراهم کردن این ویژگیها است. آبدهی را میتوان برای طیف وسیعی از مواد انجام داد، اما فولاد رایجترین فلزی است که آبدهی میشود. فولاد آبداده شده سختی بسیار بالایی از خود نشان میدهد.
فرآیند کوئنچینگ

فرآیند آبدهی به دو روش میتواند انجام شود: آبدهی با پاشش و آبدهی در حمام.
در فرآیند آبدهی با پاشش، سطح داغ فلز با اثر برخورد مایع سردکننده که بر روی فلز پاشیده میشود، سرد میشود. این روش نرخ انتقال حرارت بالاتری نسبت به آبدهی در حمام دارد.
اما فرآیند آبدهی در حمام رایجتر است. در این روش، مادهای که باید سرد شود در یک حمام از مایع یا گاز قرار میگیرد. مایع سردکننده که ماده را احاطه کرده است، آن را به سرعت سرد میکند. حتی این سرد شدن سریع نیز از زمانی که آبدهی آغاز میشود تا زمانی که به پایان میرسد، با نرخهای متفاوتی رخ میدهد. بیایید به این مراحل مختلف در بخش بعدی نگاهی بیندازیم.
مراحل آبدهی
در طول فرآیند آبدهی در حمام، ماده سه مرحله خنککننده متمایز را طی میکند. این مراحل عبارتند از:
مرحله بخار -
مرحله جوش-
مرحله همرفت-
مرحله بخار
به محض اینکه ماده در محیط سردکننده قرار میگیرد، مرحله بخار آغاز میشود. از آنجا که دمای ماده داغ بالاتر از نقطه جوش محیط سردکننده است، محیط سردکننده به بخار تبدیل میشود و بدین ترتیب یک لایه پایدار بخار در اطراف ماده تشکیل میشود.
تکان دادن مناسب محیط سردکننده، فرآیند خنکسازی را تسریع میکند و باعث ورود آن به مرحله جوش میشود.
مرحله جوش
در مرحله جوش، تشکیل لایه بخار متوقف میشود. محیط سردکننده با سطح فلز تماس پیدا میکند، اما از آنجا که فلز هنوز بالاتر از نقطه جوش محیط سردکننده است، تبخیر شده و بالا میرود.
مایع اطراف جای آن را میگیرد و این فرآیند همچنان تکرار میشود. در میان سه مرحله آبدهی، این مرحله دارای بالاترین نرخ انتقال حرارت است. هنگامی که دمای فلز به زیر نقطه جوش محیط سردکننده میرسد، فرآیند آبدهی وارد مرحله سوم میشود.
مرحله همرفت
مرحله سوم مرحله همرفت است. محیط سردکننده دیگر روی سطح فلز تبخیر نمیشود. با این حال، آن حرارت را از فلز جذب کرده و بالا میرود. مایع اطراف جای آن را میگیرد و یک فرآیند همرفت ایجاد میشود. این مرحله دارای پایینترین نرخ انتقال حرارت است. همچنین این مرحله همان جایی است که تغییر شکل ماده رخ میدهد.
محیط های آبدهی
محیطهای آبدهی به موادی اشاره دارد که در طی فرآیند آبدهی، حرارت را از فلزات جذب میکنند. محیطهای آبدهی متنوعی وجود دارند که هر یک مزایا و محدودیتهای خاص خود را دارند.
انتخاب نوع محیط آبدهی به عواملی نظیر نرخ سرد شدن مورد نظر، خواص ماده، هزینه، قابلیت استفاده مجدد و تأثیرات زیست محیطی بستگی دارد.
میتوان از محیطهای آبدهی زیر استفاده کرد:
هوا -
روغن -
آب تازه -
آب نمک (محلول نمکی) -
پلیمر ها -
هوا
هوا برای آبدهی چندان محبوب نیست، اما در برخی موارد هنوز استفاده میشود. این روش طولانیترین زمان را برای سرد کردن قطعه فلزی دارد. در این روش، جریان هوای اجباری بر روی سطح فلز جریان مییابد و حرارت آن را جذب میکند. هوای اجباری سریعتر از هوای ثابت سرد میکند و میتواند از طریق منبع هوای فشرده یا وسایل مکانیکی مانند فن تأمین شود. نرخ سرد شدن به فشار هوا و سطح معرض قطعه بستگی دارد.
مواد آبداده شده با هوا کنترل بیشتری بر نرخ سرد شدن و سختی نهایی فراهم میکنند و خواص مکانیکی بهتری دارند. اما، سطوح سختی در مقایسه با دیگر محیطهای آبدهی کمتر است به دلیل نرخ سرد شدن کمتر. اگر از هوای ثابت برای سرد شدن آهسته استفاده شود، این فرآیند به جای آبدهی، "نرمالیزاسیون" نامیده میشود.
گازهای خنثی نیز برای آبدهی استفاده میشوند. مثلاً آبدهی با نیتروژن، روشی مقرون به صرفه است زیرا میتوان آن را در محل تولید کرد.
روغن
آبدهی با روغن نرخ آبدهی بهتری نسبت به هوا دارد اما کمتر از آب و آب نمک است. روغن قابل اشتعال است، اما میتواند از نقصهایی مانند تغییر شکل و ترکخوردگی جلوگیری کند.
روغنهای آبدهی بسیار متنوع و قابل تنظیم هستند، بسته به کاربرد. امروزه روغن معدنی رایجترین روغن آبدهی است.
آب تازه
در این روش، فلز گرم شده در یک حمام آب قرار میگیرد. سرد شدن سریعتر از هوا و روغن رخ میدهد. آب غیر قابل اشتعال است که این یک مزیت نسبت به روغن است. همچنین یک جایگزین ارزان و بدون آلودگی است.
با این حال، اگر فرآیند به خوبی کنترل نشود، آب ممکن است فلز را دچار تغییر شکل یا ترک کند.
آب نمک (محلول نمکی)
آب نمک یکی از مؤثرترین محیطهای آبدهی است. این روش نرخ آبدهی بالاتری نسبت به روغن، آب و هوا دارد زیرا از تشکیل حبابهای هوا و لایه بخار جلوگیری میکند.
نمکها ممکن است بر پایه نیترات یا کلر باشند. با این حال، سرد کردن سریع فلز در آب نمک یا محلول نمکی، آن را بیشتر مستعد تاب برداشتن میکند.
پلیمر ها
آبدهی با پلیمرها زمانی استفاده میشود که ماده به خوبی به آبدهی با روغن پاسخ نمیدهد. این روش نرخ سرد شدن کمتری نسبت به آب تازه یا آب نمک دارد اما بیشتر از هوا است. آبدهی با پلیمر میتواند آبدهی متناوب را ممکن سازد، به این معنی که فلز میتواند در میان فرآیند آبدهی برداشته شود تا احتمال تغییر شکل کاهش یابد، بدون خطر آتشسوزی.
مزایای آبدهی
فرآیند سختکاری از طریق آبدهی مزایای زیر را فراهم میکند:
- بیشترین سختی در میان تمام فرآیندهای عملیات حرارتی
- حفظ ساختار کریستالی مفیدتر
-افزایش چقرمگی
-ساختار دانهای همراستا
-افزایش مقاومت در برابر سایش، ارتعاشات و ضربه .