
ریختهگری فلزات یک فرآیند تولیدی است که شامل ذوب فلزات و ریختن آنها در قالبها برای شکلدهی به فرمهای مشخص میشود. این فرآیند عمدتاً در صنعت تولید برای ساخت قطعات مختلف استفاده میشود، اما در هنرهای زیبا مانند مجسمهسازی و جواهرسازی نیز کاربرد
دارد. در سال 2020، بازار ریختهگری فلزات آهن و فولاد به ارزش 145.97 میلیارد دلار آمریکا ارزیابی شد. برآورد میشود که این بازار با نرخ رشد مرکب سالانه (CAGR) 5.4٪ از سال 2021 تا 2027 رشد کند.
فرآیند ریختهگری فلزات بیش از 7000 سال قدمت دارد. در طول قرنها، این فرآیند به طور مداوم توسعه و بهبود یافته است. امروزه، ریختهگری امکان تولید مکرر اشکال بسیار پیچیده را فراهم میکند که برخی از آنها با هیچ روش دیگری قابل دستیابی نیستند.
امروزه ریختهگری فلزات بهطور گسترده استفاده میشود که اجتناب از محصولات ریختهگری شده، صرفنظر از نوع محیط، تقریباً غیرممکن است. برخی از نمونههای محصولات فلزی ریختهگری شده شامل بلوکهای موتور، شیرهای آتشنشانی، موتورها، ابزارها، چراغهای راهنمایی،
دریچههای منهول، خطوط لوله، شیرآلات و اتصالات مختلف هستند.
ریخته گری (Casting) چیست؟
فرآیند ریختهگری امکان تولید قطعات فلزی با اشکال مورد نظر را از طریق گرم کردن فلزات تا بالاتر از دمای ذوب و ریختن فلز مذاب در قالبها فراهم میکند. فلز مذاب به داخل حفرههای خالی قالب جریان پیدا کرده و به شکل قالب در میآید. پس از خنک شدن و جامد شدن فلز،
قطعه از قالب خارج شده و برای عملیات پرداخت ارسال میشود. در مرحله پرداخت، سطح قطعه بهبود یافته و ظاهر آن اصلاح میشود و هر گونه پوشش محافظ مورد نیاز نیز اعمال میگردد.
ریختهگری فلزات تنها به میزان خلاقیت تولیدکننده محدود میشود و میتواند اشکال بسیار پیچیدهای را ایجاد کند.
ریختهگری برای هندسههای پیچیده ترجیح داده میشود زیرا نسبت به روشهایی مانند ماشینکاری CNC از نظر هزینه مؤثرتر و فرآیند آن سادهتر است. با این حال، این روش برای شکلهای ساده نیز به دلیل زمان کوتاه تولید و ظرفیت بالای تولید بهطور گسترده استفاده میشود.
روشهای مدرن ریختهگری میتوانند شکلهایی نزدیک به شکل نهایی را تولید کنند که این امر به طور قابل توجهی نیاز به عملیاتهایی مانند پلیسهگیری و دیگر فرآیندهای پسپردازش را کاهش میدهد.
فرآیند ریخته گری فلزات (Metal Casting)
دلیل محبوبیت فرآیند ریختهگری فلزات، سادگی ذاتی آن است. برای دستیابی به محصولات نهایی نیازی به ماشینآلات مدرن یا فرآیندهای پیچیده نبود.
به همین دلیل، حتی ارتشهای باستان نیز قادر بودند از این فرآیند برای تولید سلاحها و ابزارها بهره ببرند. با این حال، در طول سالها، پیشرفتهای حاصل در ریختهگری برخی مراحل اضافی را به فرآیند اضافه کردهاند تا اطمینان حاصل شود که محصولات نهایی از بهترین کیفیت
ممکن برخوردارند. اکنون بیایید به فرآیند معمول ریختهگری فلزات که امروزه در صنایع استفاده میشود، نگاهی بیندازیم.
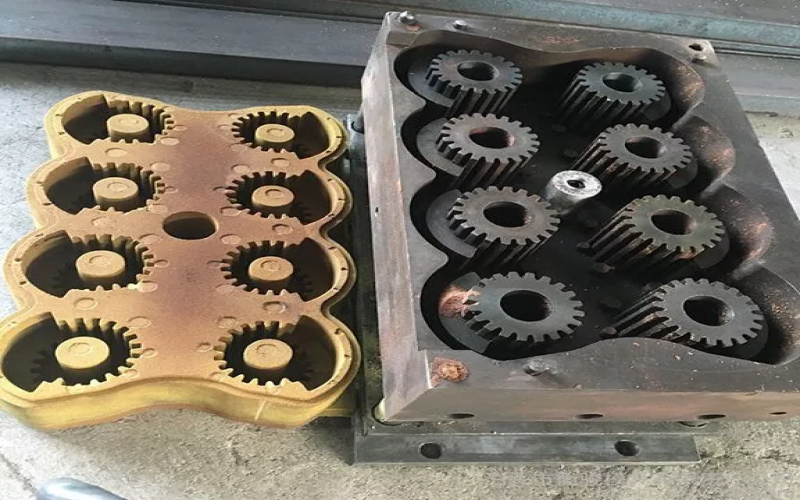
مرحله 1) ساخت قالب
ساخت قالب بدون شک مهمترین مرحله در فرآیند ریختهگری فلزات است. کیفیت قالب تأثیر مستقیمی بر کیفیت محصول نهایی دارد. روش ساخت قالب بسته به نوع فلز، هندسه قطعه، ظرفیت تولید و کیفیت سطح مورد نظر متفاوت است. پس از تصمیمگیری در مورد این
مشخصات، مواد و روش مناسب برای ساخت قالب تعیین میشود.
قالب به عنوان یک نقش منفی از قطعه مورد نظر ساخته میشود. این قالب از موادی ساخته میشود که نه تنها توانایی تحمل دماهای بالای فلز مذاب را دارد، بلکه پس از خنک شدن به راحتی از قطعه فلزی جامد جدا میشود. برخی از موادی که برای ساخت قالب استفاده میشوند
عبارتند از: ماسه، گچ، دوغاب نسوز و مایع سرامیکی. برخی از قالبها فقط یک بار استفاده میشوند، در حالی که برخی دیگر ممکن است به طور مکرر مورد استفاده قرار گیرند.
مرحله 2) ذوب و ریختن فلز
فلز مورد استفاده در ریختهگری تا بالاتر از نقطه ذوب خود گرم میشود تا به یک مایع روان تبدیل شود. این مایع باید تا حد امکان عاری از آلایندهها و تفالهها باشد. برای جلوگیری از ورود تفاله به داخل قطعه ریختهگری شده، میتوان تدابیری در قالب اتخاذ کرد. فلز مذاب درون یک
حوضچه ریختن در بالای قالب ریخته میشود. سپس فلز مایع وارد راهگاه (کانال عمودی) شده و از طریق راهروها (کانالهای افقی) و دروازهها (ورودیهای حفرهها) در حفره قالب توزیع میشود.
فلزاتی که دارای ویسکوزیته پایینتری هستند، به راحتی در قالب جریان یافته و الگوهای ظریفتری را تشکیل میدهند. فلزاتی با ویسکوزیته بالا، جریان غیر متلاطمی دارند که به حذف عیوبی مانند تخلخل کمک میکند. نرخ انجماد و نیروی محرکه نیز تحت تأثیر ویسکوزیته فلز مذاب قرار میگیرند.
مرحله 3) خارج کردن قطعه
در صورت استفاده از قالب یکبار مصرف، قالب شکسته میشود تا قطعه ریختهگری شده بازیابی شود.
برای ریختهگری با قالبهای دائمی، بازشوهای مختلفی در قالب وجود دارد تا به قطعه دسترسی پیدا کرده و آن را خارج کنند. پس از آن، قالب میتواند برای دستههای بعدی دوباره استفاده شود.
مرحله 4) پرداخت کاری و عملیات Post - Processing
قطعه ریختهگری شده که از قالب خارج میشود، در حالت فعلی قابل استفاده نیست. زمانی که فلز مذاب درون قالب ریخته میشود، فلز مایع درون راهگاه، راهروها، تغذیهکنندهها و هواکشها نیز جامد میشود. تمام این قسمتهای اضافی باید بریده شوند. همچنین ممکن است نیاز به پرداخت سطح نیز باشد.
سپس قطعه برای تمیزکاری و اعمال پوشش (در صورت نیاز) ارسال میشود.
انواع فرآیند ریخته گری
قطعات ریختهگری شده میتوانند از فلزات مختلفی مانند آلومینیوم، روی، فولاد و آهن ساخته شوند. هر فلز دارای ویژگیهای منحصربهفردی است که نیازمند تنظیمات خاصی در تکنیک ریختهگری برای دستیابی به بهترین محصول ممکن است.
تکنیک ریختهگری همچنین به عواملی مانند ترکیب آلیاژ، هندسه قطعه، هزینه، کیفیت نهایی مورد نظر، اندازه تولید و معیارهای عملکرد بستگی دارد. فرآیندهای ریختهگری به دو روش تقسیم میشوند: روش اول بر اساس طول عمر قالب (ریختهگری با قالبهای مصرفی و
غیرمصرفی) و روش دوم بر اساس روش تزریق آلیاژ (ریختهگری با جاذبه، فشار یا خلاء) است. در این مقاله، فرآیندهای ریختهگری را به دو دسته ریختهگری با قالبهای مصرفی و غیرمصرفی تقسیمبندی خواهیم کرد.
فرآیند ریخته گری با قالب های مصرفی
فرآیندهای ریختهگری با قالبهای مصرفی از قالبهایی استفاده میکنند که تنها یک بار قابل استفاده هستند. این قالبها در فرآیندهای مختلف ریختهگری مانند ریختهگری ماسهای، ریختهگری با قالب پوستهای و ریختهگری دقیق و غیره به کار میروند. باید توجه داشت که این قالبها همیشه پس از استفاده دور ریخته نمیشوند. تولیدکنندگان ممکن است در صورتی که امکان اصلاح قالب وجود داشته باشد، تلاش کنند تا قالبها را بازیابی کنند.
بیایید نگاهی دقیقتر به برخی از فرآیندهای استفادهکننده از قالبهای غیرقابل استفاده بیندازیم:
- ریخته گری ماسه ای (Sand Casting)
در ریختهگری ماسهای، ماسه به عنوان ماده قالبسازی استفاده میشود. ماسه ارزان، به راحتی در دسترس، قابل انعطاف و نسبت به بسیاری از مواد دیگر توانایی تحمل حرارت بالا را دارد. ماسه سبز (خیس) و ماسه خشک، مناسبترین مواد برای فرآیند ریختهگری هستند.
یک قالب ماسهای به شکل منفی قطعه مورد نظر ایجاد میشود و سپس فلز مذاب به درون آن ریخته میشود. پس از جامد شدن فلز، ماسه از قالب خارج شده تا قطعه ریختهگری شده بازیابی شود. ریختهگری ماسهای یکی از قدیمیترین روشهای ریختهگری است و به دلیل سادگی، تطبیقپذیری و هزینه پایین، تا به امروز بسیار محبوب است.
ریختهگری ماسهای میتواند محصولاتی با اندازههای مختلف از چند سانتیمتر تا دهها متر تولید کند. محصولات میتوانند وزنی از 75 گرم تا چندین تن داشته باشند. با این حال، ریختهگری ماسهای بهترین کیفیت سطح را ارائه نمیدهد و بنابراین برای محصولات بزرگتر که میتوانند بعداً برای دستیابی به سطحی صافتر تصفیه شوند، مناسبتر است.
ریختهگری با قالب گچی نوعی از روشهای ریختهگری ماسهای است که در آن از گچ به جای ماسه برای ساخت قالب استفاده میشود.

- ریخته گری پوسته ای (Shell Moulding)
ریختهگری با قالب پوستهای نوعی از فرآیند ریختهگری ماسهای است. با این حال، به جای استفاده از ماسه شل، ریختهگری فلز درون یک پوسته نازک و سخت ماسهای انجام میشود.
برای ایجاد این پوسته، ابتدا باید یک الگو ساخته شود. الگو شیئی است که دارای شکل قطعه مورد نظر است. الگو گرم شده و درون ماسهای که با رزین ترموستینگ مخلوط شده است، قرار داده میشود. ماسه اطراف الگو به شکل قطعه مورد نظر در میآید و رزین آن را سخت میکند. پوسته سپس درون فر پخته میشود. پس از آماده شدن پوسته، آن را در مواد پخت قرار داده و فلز مذاب به درون آن ریخته میشود. قطعه پس از جامد شدن فلز بازیابی میشود. ریختهگری با قالب پوستهای مزایایی مانند نیاز کمتر به نیروی کار (در صورت خودکار بودن)، ظرفیت تولید بالا و دقت ابعادی بهبود یافته را ارائه میدهد.
با این حال، ریختهگری با قالب پوستهای به دلیل استفاده از رزین، کمی گرانتر از ریختهگری ماسهای است. همچنین ممکن است دارای استحکام مواد پایینتر و مشکلات تخلخل بالا باشد.
- ریخته گری دقیق (Investment Casting)
ریختهگری دقیق، که به نامهای ریختهگری موم قابل ذوب نیز شناخته میشود، از موم برای ایجاد قطعات دقیق به طور مداوم استفاده میکند.
این فرآیند با ساخت الگوهای مومی از طریق قالبهای فلزی آغاز میشود. چندین الگوی مومی به همراه درگاهها، راهروها و راهگاهها مونتاژ میشوند. این امکان را فراهم میکند که چندین قطعه به طور همزمان ریختهگری شوند. مونتاژ الگوهای مومی در یک دوغاب نسوز غوطهور یا "دقیق" میشود که به شکل مونتاژ در میآید.
سپس الگوی مومی به همراه پوسته دوغاب گرم میشود. موم از پوسته خارج شده و میتواند برای استفاده مجدد بازیابی شود. پوسته دوغاب سپس قالب فرآیند ریختهگری را تشکیل میدهد. فلز مذاب به درون قالب ریخته میشود و در آن جامد میشود تا به شکل قطعه مورد نظر درآید.
ریختهگری دقیق بسیار دقیق است و برای تولید قطعات پیچیده که نیاز به دقت بالا دارند، مانند روتورهای توربوشارژر، استفاده میشود. این روش همچنین سطح بسیار خوبی را ارائه میدهد. از سوی دیگر، این فرآیند گرانتر از ریختهگری ماسهای و ریختهگری با قالب پوستهای است. همچنین محدودیتهایی در برخی ویژگیها، مانند اندازه و عمق حفرهها دارد. اجرای ریختهگری دقیق میتواند چالشبرانگیز باشد، به ویژه زمانی که هستهها درگیر هستند.

فرآیند ریخته گری با قالب های غیر مصرفی
این تکنیکهای ریختهگری از قالبهای دائمی استفاده میکنند که میتوانند چندین بار مورد استفاده قرار گیرند. نیازی به آمادهسازی قالب جدید برای هر ریختهگری نیست، برخلاف ریختهگری با قالبهای مصرفی. این میتواند برای قطعاتی که نیاز به سطحی صاف، دقت ابعادی بالا و اشکال پیچیده دارند، مزیت محسوب شود.
فرآیندهای ریختهگری زیر میتوانند به عنوان فرآیندهای غیرمصرفی طبقهبندی شوند:
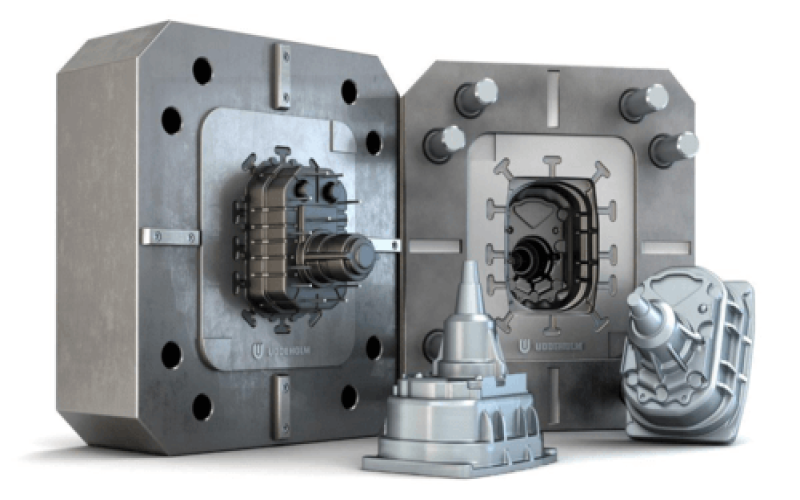
- ریخته گری دایکاست یا تحت فشار (Die Casting)
فرآیند ریختهگری تحت فشار از قالبهای فلزی برای ریختهگری فلزات دیگر استفاده میکند. این قالبها معمولاً از آلیاژهای غیرآهنی مانند آلومینیوم، مس و روی ساخته میشوند، اما قالبهای فلزی آهنی نیز استفاده میشوند. ساخت قالبهای فلزی هزینهبر است، اما عمر طولانی دارند. این ویژگی ریختهگری با قالب فلزی را برای تولید با حجم بالا مناسبتر میکند.
در مقایسه با سایر تکنیکهای ریختهگری فلزات، ریختهگری با قالب فلزی برای قطعات کوچک تا متوسط که نیاز به سطح کیفیت بالا دارند، مناسبتر است.
فرآیندهای ریختهگری دایکاست به دو نوع اصلی تقسیم میشوند: ریختهگری با قالب جاذبهای و ریختهگری با قالب تحت فشار. ریختهگری با قالب جاذبهای از نیروی جاذبه برای پر کردن قالب با فلز مذاب استفاده میکند. کانالها و حفرههای قالب به گونهای طراحی میشوند که فلز به طور طبیعی به داخل حفرهها جریان یابد. ریختهگری با قالب تحت فشار فلز مذاب را با فشار بالا به درون قالب تزریق میکند. این فرآیند انعطافپذیری بیشتری در طراحی قالب ارائه میدهد، اما هزینهبر و نیازمند مهارت بالاست.
ریختهگری با قالب تحت فشار برای هندسههای پیچیده مناسبتر است، در حالی که ریختهگری با قالب جاذبهای برای طراحیهای سادهتر ارزش بیشتری دارد.
- ریخته گری گریز از مرکز (Centrifugal Casting)
ریختهگری سانتریفیوژ از نیروی سانتریفیوژ برای ریختهگری قطعات دایرهای استفاده میکند. این فرآیند به طور کلی برای تولید ریختهگریهای با اندازه استاندارد، مانند لولهها، و نه محصولات نهایی، به کار میرود. از آنجا که این فرآیند از نیروی جاذبه و فشار بهره میبرد، طراحیهای بسیار دقیق و با دقت فوقالعادهای ایجاد میکند.
فلز مذاب از طریق مرکز تغذیه میشود و حرکت چرخشی قالب فلز را به سمت لبهها میبرد و شکل حلقوی را تشکیل میدهد. با افزودن مواد مختلف به ترتیب، میتوان لولههایی با چندین لایه تولید کرد. به عنوان مثال، ریختهگری سانتریفیوژ میتواند لولههای چدنی با پوشش سیمان درون آنها برای جلوگیری از زنگزدگی و ایجاد توبکلها تولید کند. نیروی سانتریفیوژ همچنین میتواند فلز مذاب ویسکوز را به حفرههای بسیار ریز فشار دهد. فلز میتواند به اشکال پیچیده شکل گرفته و طرحهای پیچیدهای ایجاد کند. به همین دلیل، این مفهوم به طور رایج برای تولید جواهرات نیز استفاده میشود.
ماشینهای ریختهگری میتوانند افقی یا عمودی باشند. ماشینهای افقی برای محصولات بلند مانند لولهها مناسب هستند، در حالی که ماشینهای محور عمودی برای محصولات کوتاهتر مانند بلبرینگها مناسبترند. ریختهگری سانتریفیوژ مزایایی مانند عدم نیاز به هستهها، تولید ساختار دانهای عالی، و عدم محدودیت در ابعاد مانند طول، ضخامت دیواره و قطر را ارائه میدهد.
ریختهگری سانتریفیوژ بهترین گزینه برای کاربردهای خاصی مانند سیلندرهای دیواره نازک است. با این حال، معایبی از جمله محدودیتهای شکل، عدم توانایی کار با قطرهای کوچک و سازگاری با آلیاژهای محدود دارد. آلودگیها در مرکز ریختهگری سانتریفیوژ جمع میشوند که میتواند دشوار باشد برای حذف آنها.

- ریخته گری پیوسته (Continuous Casting)
ریختهگری پیوسته، که به نامهای ریختهگری رشتهای یا ریختهگری ورق نیز شناخته میشود، قطعات پیوسته با مقطع عرضی ثابت تولید میکند. فلز مذاب از کوره به دقت به درون تاندیش (ظرف واسط) ریخته میشود و سپس فلز به قالبهای خنکشده با آب که دارای مقطع عرضی مورد نظر هستند، منتقل میشود. این فرآیند خنکسازی به تسریع جامد شدن فلز مذاب کمک میکند.
در حین جامد شدن فلز، به طور همزمان از قالب توسط غلتکها بیرون کشیده میشود، جایی که ریختهگری ممکن است برای رسیدن به ابعاد نهایی بیشتر خنک و شکلدهی شود. پس از تکمیل فرایند جامد شدن، ریختهگری به ابعاد استاندارد برش داده میشود. ریختهگری پیوسته مزایایی از جمله نرخ تولید بالا، دقت بیشتر، کاهش ضایعات و بهبود ساختار دانهای را ارائه میدهد.
با این حال، این فرآیند نیاز به سرمایهگذاری اولیه بالا دارد و محصول نهایی ممکن است دارای عیوب داخلی و کیفیت سطحی پایین باشد.

خلاصه
ریختهگری فلزات روش کارآمد و مقرون به صرفهای برای تولید محصولات فلزی قابل اعتماد است. این روش مجموعهای گسترده از فرآیندها را ارائه میدهد که هر کدام مزایا و معایب خاص خود را دارند و برای کاربردهای خاصی مناسب هستند.
به عنوان مثال، ریختهگری ماسهای برای تولید قطعات پیچیده به صورت تکتایی مناسب است، در حالی که ریختهگری با قالب فلزی برای زمانی که نیاز به تولید محصولات پیچیده با نرخ تولید بالا باشد، مناسبتر است. قالبهای استفاده شده در ریختهگری به دو دسته تقسیم میشوند: قالبهای مصرفی و قالبهای غیرمصرفی. قالبهای مصرفی پس از هر بار استفاده از بین میروند، مانند در ریختهگری ماسهای، در حالی که قالبهای غیرمصرفی دائمیتر هستند و میتوانند از چند روز تا چند سال عمر کنند.
تنوع روشهای ریختهگری فلزات آن را به تکنیکی اساسی در صنعتهای مختلف، از خودروسازی تا هوافضا، تبدیل کرده است و دقت بالا و تولید تکرارپذیر قطعات پیچیده را تضمین میکند.